SCADA vs MES vs ERP: Where Your Data Lives at Each Layer
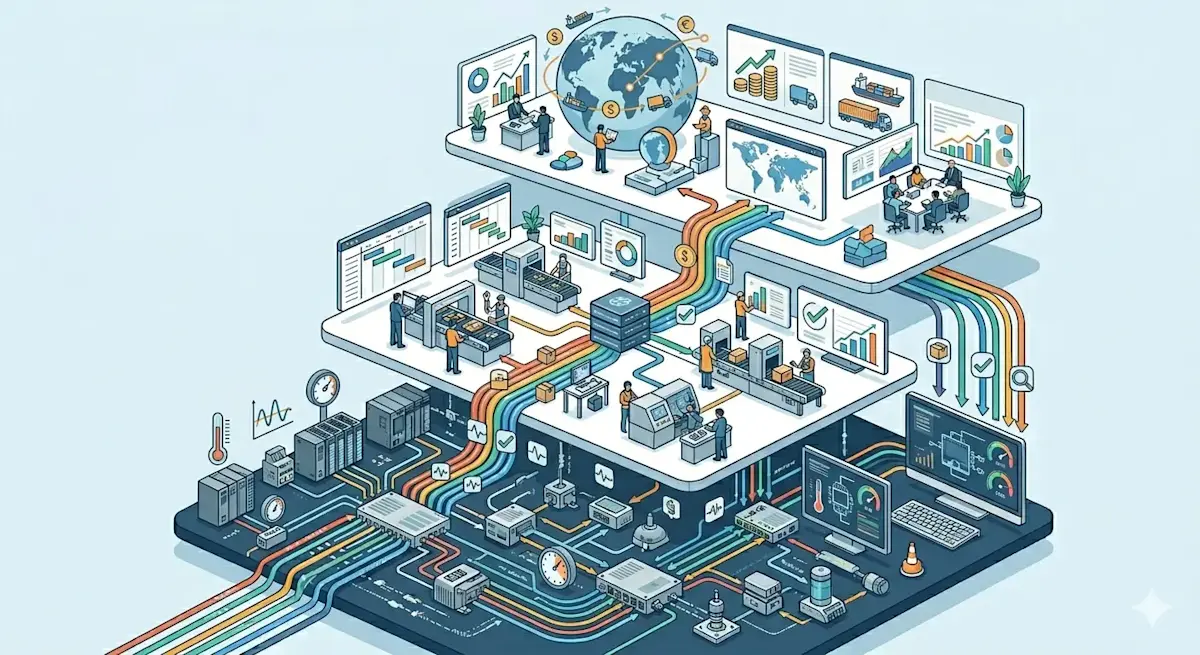
The ISA-95 model describes three layers of industrial software. Most developers only touch one of them — and misunderstand the other two. A practical breakdown.
Industrial software is not a monolith. A manufacturing facility generates terabytes of data daily, but that data does not flow into a single, unified database. It is segmented, processed, and enriched across distinct software layers, each with its own purpose, timescale, and audience.
The ISA-95 standard provides the canonical framework for understanding this segmentation. It defines a hierarchical model that separates operational technology from information technology, and real-time control from business planning. Misunderstanding where a piece of data belongs leads to expensive integration failures and systems that provide the wrong information to the wrong people.
The Three Relevant Layers of ISA-95
ISA-95 defines five levels, from physical process to enterprise. For the purpose of understanding data flow in a modern manufacturing operation, three levels dominate the conversation.
Level | Name | Time Horizon | Primary Concern |
|---|---|---|---|
Level 2 | Supervisory Control | Milliseconds to seconds | Keeping the process running |
Level 3 | Manufacturing Operations | Minutes to shifts | Optimizing the process |
Level 4 | Business Planning | Days to months | Profitability and planning |
Each level maintains its own data stores, operates on its own cadence, and serves a distinct set of users. The boundaries between these levels are where integration projects succeed or fail.
Level 2: SCADA and Real-Time Control
SCADA, or Supervisory Control and Data Acquisition, operates at the boundary between physical equipment and human oversight. The data at this layer is immediate, granular, and ephemeral.
A SCADA system polls PLCs thousands of times per second. It records the exact position of a valve, the current draw of a motor, and the temperature of a furnace. This data is used for operator displays, alarm generation, and closed-loop control. The system cares about the state of the process right now.
Data Characteristics at Level 2
The raw values at this layer are volatile. A SCADA historian may store them for weeks or months, but the primary purpose is short-term trending and post-incident analysis. Data is identified by tag names such as `Tank101_Level` or `ConveyorB_RunStatus`. Context is minimal. The fact that `Tank101` contains a specific batch of product is not stored at this level.
Typical Systems
SCADA software packages from vendors such as Ignition, WinCC, FactoryTalk View, and VTScada dominate this space. They communicate directly with PLCs using industrial protocols like OPC-UA, Modbus, and EtherNet/IP. The user interface is designed for operators who monitor the process from a control room.
Level 3: MES and Manufacturing Operations
MES, or Manufacturing Execution System, bridges the gap between real-time control and business planning. It translates raw sensor events into production records that have business meaning.
When a SCADA system sees a pump turn on, it logs a digital state change. When an MES sees the same event, it understands that a batch process has started, that a specific quantity of material is being consumed, and that the event must be recorded against a work order for traceability purposes.
Data Characteristics at Level 3
MES data is transactional and contextualized. A record at this level might state: "Work Order 45678, Operation Mixing, started at 09:23:15, operator J. Smith, consuming 500 kg of Material A from Lot L9876." This is a business record, not merely a sensor reading.
The time horizon extends from minutes to shifts. MES tracks work-in-progress inventory, enforces procedural compliance, and collects the data required for regulatory reporting in industries such as pharmaceuticals and food production.
Typical Systems
MES solutions range from specialized platforms like Siemens Opcenter, Rockwell FactoryTalk ProductionCentre, and Apriso, to lightweight custom applications built on databases. The system integrates downward with SCADA for real-time events and upward with ERP for order and inventory data.
Level 4: ERP and Enterprise Planning
ERP, or Enterprise Resource Planning, operates on a financial and logistical plane. The data at this layer concerns money, materials, and customers.
An ERP system contains the master record of a work order: what product to make, how many units, by what due date, and at what standard cost. It tracks raw material inventory in financial terms and manages the supply chain that feeds the factory.
Data Characteristics at Level 4
ERP data is aggregated, financialized, and relatively static. A transaction at this level might record: "Work Order 45678 completed, 1000 units produced, actual cost variance -2.3%." The ERP does not care that a pump cycled fourteen times during the batch or that a temperature alarm occurred for twelve seconds. Those details are irrelevant to the financial close.
The time horizon spans days, weeks, and fiscal periods. Data is stored indefinitely for audit and planning purposes.
Typical Systems
SAP, Oracle ERP, Microsoft Dynamics, and Infor are the dominant platforms. They integrate with MES to receive production confirmations and material consumption, and with external systems for procurement and sales.
Where Data Transitions Between Layers
The friction in industrial integration almost always occurs at the boundaries between these levels. A common failure pattern involves attempting to solve a Level 3 problem with Level 2 tools, or expecting Level 4 reporting from Level 2 data without the contextual layer that MES provides.
Consider a common request: "Show me the production count for each work order this week on the plant floor dashboard."
A SCADA system can display a counter that increments when a photo eye detects a part. But that counter does not know which work order is active, whether the parts are good quality, or if the line is running test material. A developer who attempts to answer the request by querying the SCADA historian alone will produce an answer that is technically correct in terms of count but operationally meaningless.
The correct architecture involves the MES receiving the count events from SCADA and associating them with the active work order. The dashboard then queries the MES, not the SCADA system, for production counts by work order.
Practical Implications for Developers
If you are building software that interacts with manufacturing data, the first question to ask is: "What level does this feature belong to?"
Requirement | Appropriate Layer |
|---|---|
Display current temperature of a reactor | SCADA |
Log that a batch reached target temperature | MES |
Calculate energy cost of the batch | ERP |
Show operator the next step in a procedure | MES |
Alert maintenance if motor current exceeds threshold | SCADA |
Track mean time between failures for that motor | MES or CMMS |
Determine if the plant met monthly production targets | ERP |
Asking a SCADA system to manage work orders is like asking a spreadsheet to run a relational database. It can be coerced into doing so, but the result will be fragile, difficult to maintain, and unlikely to survive the next system upgrade.
Understanding the ISA-95 model does not require memorizing the entire specification. It requires internalizing one principle: data gains context as it moves up the pyramid, and loses latency as it moves down. Systems designed with this principle in mind integrate cleanly. Systems that ignore it require constant manual intervention to bridge the gaps.
Discussion
Sign in to join the discussion.
Sign in →No comments yet. Be the first.